


Design von gepressten Aluminiumprofilen

Auf dieser Seite finden Sie Informationen zur Herstellung von Strangpressprofile in Aluminium und welche Grundregeln bei der Gestaltung zu berücksichtigen sind.
Herstellung von Strangpressprofilen
Strangpressen oder auch Extrusion genannt, ist ein Verfahren bei dem Profile komplexe Formen beinhalten können. Dadurch ergeben sich viele neue Möglichkeiten in Bezug auf die Konstruktion von Aluminiumprofilen.
Das Verfahren ähnelt dem Quetschen von Zahnpasta aus einer Tube. Ein beheizter, zylindrischer Aluminiumblock wird in einen Zylinder gelegt und mithilfe eines Stempels durch eine Matrize gepresst. Die Innenmaße der Matrize entsprechen dabei den Außenmaßen des Strangs. Wie Sie in der Abbildung sehen können, wird der Block (in einem Induktionsofen auf 450-500 Grad vorgeheizt) durch das Werkzeug/die Matrize geschoben und damit das Profil in die gewünschte Form gebracht.
Wenn das Profil das Werkzeug verlässt, wird es mit Wasser oder Luft gekühlt, woraufhin die Profile gezogen werden, solange sie noch "weich" sind. Dadurch wird der Spannungsaufbau im Aluminium beseitigt, während die gewünschten und korrekten Profilabmessungen erreicht werden. Anschließend werden die Profile geschnitten und erhalten ihre endgültige Festigkeit, indem sie entweder einer Wärme- und/oder einer Kaltverfestigung unterzogen werden.
Viele Optionen und goldene Grundregeln
Es gibt viele Möglichkeiten, wenn es um die Profilgestaltung geht, aber es gibt auch bestimmte Grundregeln, die berücksichtigt werden sollten, um die Produktionstauglichkeit des Profils zu optimieren. Auf diese Weise erstellen Sie in der Regel die am besten geeigneten Produktlösungen für Ihr Profildesign.
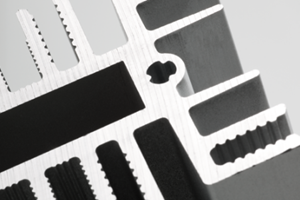
In der folgenden Tabelle werden ausgewählte Beispiele für stranggepresste Profile mit bevorzugten Entwurfsformen angezeigt. Die Darstellung ist vereinfacht, deshalb sollten Sie uns während der Konzeptphase immer so früh wie möglich kontaktieren.
| Besser | Schlechter | Kommentar |
 |
 |
Hohlräume nach Möglichkeit symmetrisch anordnen. |
 |
 |
Offene Schneckenkanäle zeigen eine bessere geometrische Genauigkeit in Bezug zueinander und geben die Matrizen eine längere Lebensdauer. |
 |
 |
Peaks sollten gerundet werden (Füllprobleme vermeiden; höhere Extrusionsgeschwindigkeit). |
 |
 |
Schmale Schlitze nur, wenn unvermeidbar, sonst Abstandshalter hinzufügen, wodurch die Toleranzen des Öffnungsabstandes deutlich verbessert werden. |
 |
 |
Konturen, die mit einem ungünstigen Materialfluss verbunden sind, reduzieren die Extrusionsgeschwindigkeit und verursachen Toleranzprobleme (für den Querschnitt sowie für Geradheit und Torsion). |
 |
 |
Die Toleranzen für polygonal geformte offene Querschnitte können durch Hinzufügen von Versteifungen oder durch Entwerfen eines Hohlquerschnitts erheblich verbessert werden. |
 |
 |
Kleine Geometrien eines dicken Abschnitts sind schwer mit Metall auszufüllen und können manchmal nicht ausgefüllt werden. |
 |
 |
Kleine Anhänge in Verbindung mit dicken Teilen eines Abschnitts sind schwer mit Metall zu füllen und können manchmal nicht extrudiert werden. |
 |
 |
Vermeiden Sie zu dünnen oder zu breiten Wänden in Hohlprofilen (Probleme mit Toleranzen und mehr Abfälle da der Defekt nicht reparabel). Ordnen Sie unterstützende Abstandshalter an. |
-
 Aluminium Billet bereit zum Strangpressen
Aluminium Billet bereit zum Strangpressen -
 Aluminium Billet auf dem Weg zum Strangpressen
Aluminium Billet auf dem Weg zum Strangpressen -
 Eine Strangpresse für die Aluminiumextrusion
Eine Strangpresse für die Aluminiumextrusion
/